

Пастеризация — это процесс уничтожения микроорганизмов, находящихся в пищевых продуктах (в том числе возбудителей кишечных заболеваний).
Кроме того, целями пастеризации являются сохранение биологической ценности продуктов и увеличение их срока годности.
Эффективность процесса пастеризации характеризуется двумя факторами — температурой нагрева и выдержкой, при этом данные факторы имеют взаимную зависимость, то есть, чем выше температура процесса, тем меньше продолжительность выдержки.
Например, при производстве молока используются следующие параметры процесса:
- при температуре пастеризации от 74 до 78 °С, продолжительность выдержки составляет 30 минут
- при температуре пастеризации от 90 до 99 °С, продолжительность выдержки уже составит от 2 до 15 минут
Также бывает кратковременный процесс пастеризации без выдержки (при температуре 90-95 °С, или же высокотемпературная пастеризация при 105-107 °С также без выдержки.
Для обеспечения данных важнейших параметров процесса пастеризации необходимо разнообразное технологическое оборудование — насосы, клапаны, датчики, системы контроля процесса, но, без сомнения, главным компонентом данной системы является пастеризационный теплообменник.
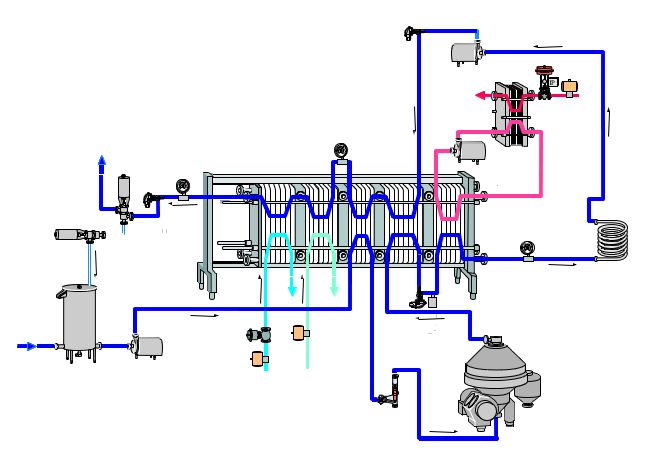
Ниже представлен пример пастеризационной системы, включающей в себя:
- Теплообменник
- Cепаратор
- Гомогенизатор
- Деаэратор
- Блок выдержки
- Насосы
- Клапаны
- Емкость
Пример пастеризационной системы
В данной статье мы рассмотрим пастеризационный пластинчатый разборный теплообменник.

Как правило, пастеризационный теплообменник состоит из нескольких отдельных секций, смонтированных вместе на единой раме и разделенных промежуточными плитами.
У каждой секции теплообменника своя задача, обеспечивающая реализацию своей части процесса.
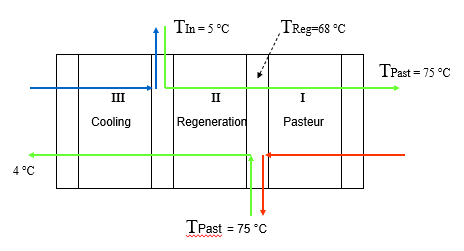
На примере ниже теплообменник имеет три секции — охлаждения, регенерации и нагрева.
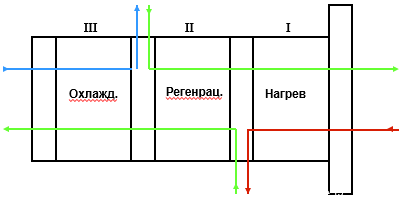
Секция нагрева — в данной секции продукт нагревается до нужной температуры пастеризации и далее поступает в блок выдержки (отдельно).
Секция охлаждения — в данной секции продукт охлаждается после пастеризации до температуры хранения.
Секция регенерации — в данной секции происходит процесс рекуперационного теплообмена между нагретым продуктом, поступающим из секции пастеризации и холодным продуктом, подающимся в теплообменник.
Преимущество данной секции состоит в том, что мы используем тепло продукта без дополнительных источников нагрева, кроме того, мы избегаем ненужных затрат энергии и имеем один и тот же продукт с обеих сторон с равным расходом, что оптимально отражается на процессе теплообмена.
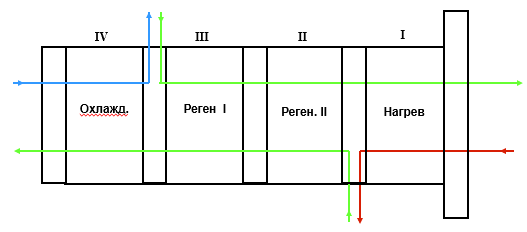
В зависимости от температурных параметров процесса, может быть несколько секций регенерации
Для улучшения процесса регенерации при равных расходах необходимо оптимизировать число пластин в теплообменнике, причем существует зависимость — чем больше число пластин в секциях, тем выше процент регенерации. В любом случае, качество процесса будет зависеть от физических параметров продукта — его плотности, жирности, показателей теплоемкости и теплопроводности, вязкости, температурного режима и перепада давления.
Зависимость степени регенерации от количества пластин можно увидеть на данном графике
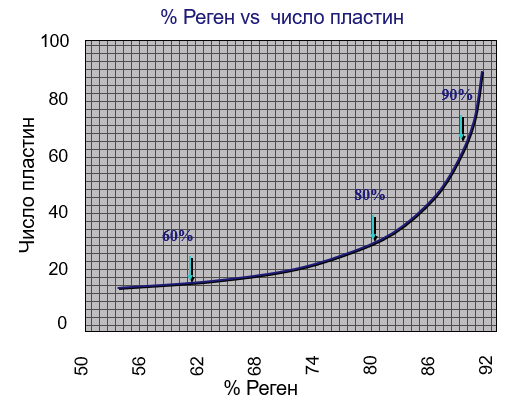
Разумеется, данная зависимость указана в качестве примера, и количество пластин может быть разным.
Некоторые дополнительные затраты на пластины, которые могут появиться для обеспечения более качественной рекуперации тепла, с лихвой компенсируются экономией затрат энергии на нагрев и охлаждение в рамках технологического процесса. Кроме того, эксплуатационные расходы на теплообменник тоже снизятся вследствие его эффективности.
При правильном расчете и подборе теплообменника, коэффициент регенерации для невязких продуктов должен составлять 90-95%.
Простой пример расчета:
Продукт поступает в теплообменник с температурой 5 °С.
Далее он догревается в секции регенерации до 68 °С.
Затем продукт поступает в секцию нагрева и там нагревается уже до температуры пастеризации равной 75 °С.
Как нам рассчитать степень регенерации в %?
Рассчитаем:
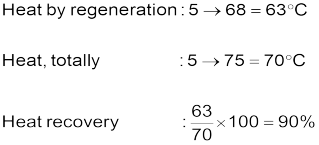
Итого, степень регенерации равна 90%, что вполне нормально.
Отдельно стоит заметить, что при расчете сложных теплообменников большое внимание следует обращать на физические параметры продукта. Одним из важных параметров является вязкость.
Одно из определений вязкости — способность продукта противостоять потоку. Причиной сопротивления является внутреннее трение между слоями жидкости. Для преодоления этого сопротивления к продукту прилагается энергия сдвига. Понятно, что жидкости с большой вязкостью движутся медленнее, чем с малой.
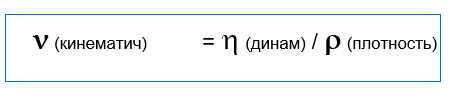
Существует различие между кинематической и динамической вязкостью:
Кинематическая (ν, сСт) — сопротивление потоку под воздействием силы тяжести
Динамическая (η, сП) — сопротивление потоку между слоями продукта в движении. Между ними существует соотношение:
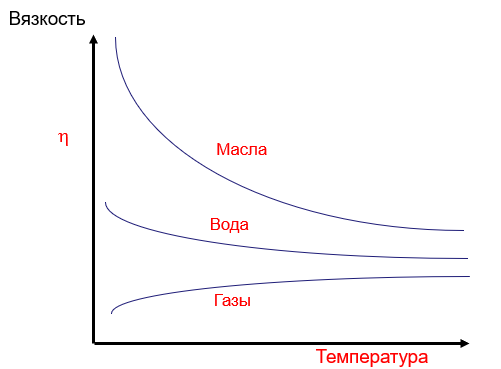
При расчете тех или иных вязких сред важно учитывать изменение вязкости при изменении температуры в процессе прохода через каналы теплообменника. Данное изменение лучше отражено на графике ниже, где кривая вязкости изменяется в зависимости от среды и температуры.
При расчете продукта важно брать данные по вязкости для каждой конкретной температуры
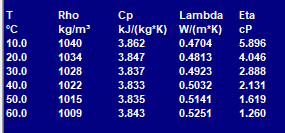
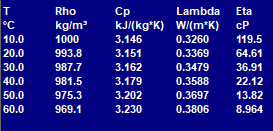
Также для сложных сред существует ряд других параметров, на которые стоит обращать внимание при расчете — скорость сдвига, напряжение сдвига, ньютоновская/неньютоновская жидкость, наличие абразивных компонентов, сахаров, включений, частиц, волокон и прочее. Для молочных продуктов особенно важна жирность. Например, для сливок с разной степенью жирности физические характеристики будут существенно различаться:
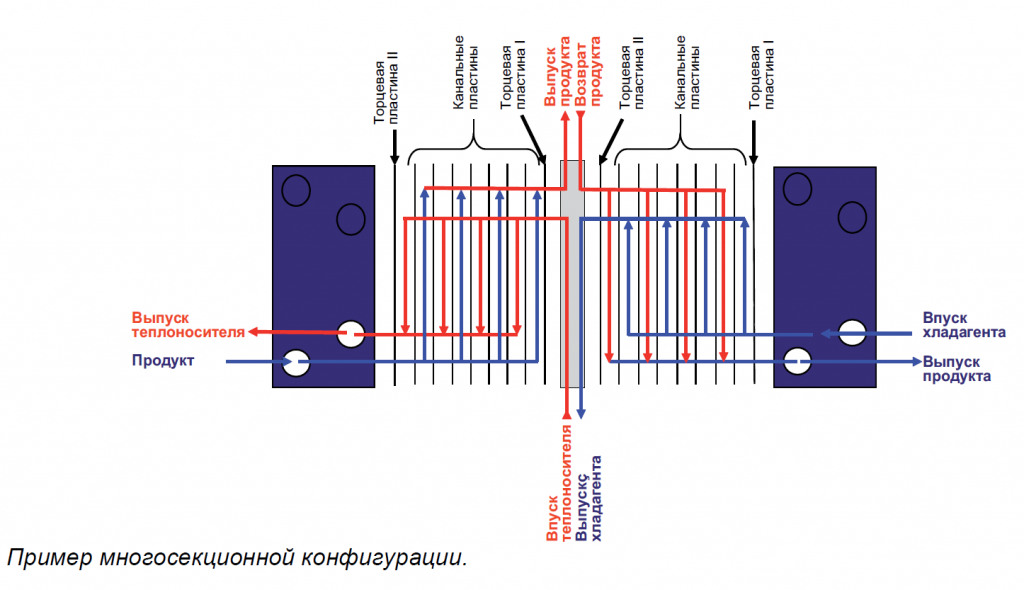
Это исключительно важно учитывать именно при расчете многосекционных пастеризационных теплообменников, поскольку в рамках одного теплообменного модуля изменение параметров продукта довольно радикально — от секции охлаждения, где низкие температуры, до секции нагрева, где они высоки. В процессе прохождения секции регенерации существенно меняется не только вязкость, но и прочие параметры продукта, такие, как плотность, теплоемкость, теплопроводность — все они непосредственно влияют на процесс теплообмена, и, как следствие, на величину площади поверхности теплообмена.
Важным параметром при расчете является так называемый группинг теплообменника — количество проходов в секции.
Ниже представлен одноходовой и многоходовой группинг теплообменника:
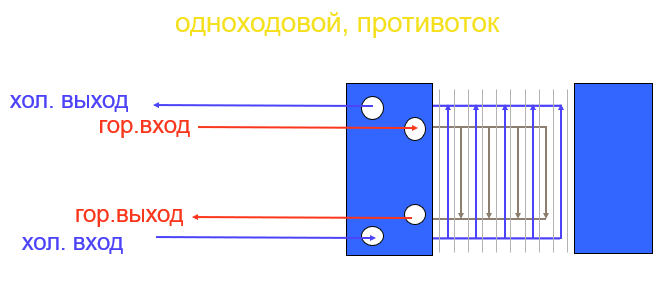
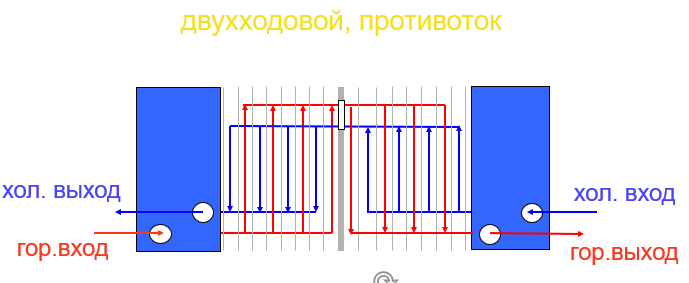
Преимуществом многоходового группинга является большая эффективность теплообмена, минус — повышенные потери давления и сложность сервисного обслуживания.
Количество проходов за секцию влияет как на скорость, так и на потери давления. Если секций в теплообменнике много, например 5, нужно учитывать общее изменение данных параметров для всех секций.
В процессе подбора важно учитывать также промываемость пакета пластин, ведь чем больше проходов, тем промываемость сложнее. Если провести некачественную промывку, то в сложных зонах могут сохраниться остатки продукта, что повлечет за собой загрязнение новой партии и убытки для заказчика.
Как видно из вышесказанного, процесс подбора теплообменника для процесса пастеризации довольно сложен, в нем необходимо учитывать множество факторов, каждый из которых может в последствии оказаться критичным. Если не учесть или пренебречь каким-либо параметром расчета, это может повлиять на процесс, продукт может либо не достичь нужной температуры и не получит должной термической обработки, либо температура будет очень велика, и продукт либо подгорит и свернется, либо испортится и будет более непригоден к употреблению.
Компания Норд имеет большой опыт расчета подобных сложных теплообменников, наши специалисты при подборе учитывают как конструктивные параметры теплообменника, так и физические характеристики сред. Кроме того, грамотный расчет позволит минимизировать площадь теплообменной поверхности, что сделает теплообменник существенно дешевле при сохранении его функциональности.
В деле подбора сложного оборудования доверьтесь профессионалам!

Здесь пока нет ни одного комментария, вы можете стать первым!
Оставить комментарий...